


El doblado
Es un proceso de conformado que consiste en superar el punto de deformación plástica de material para realizar una deformación permanente a un perfil determinado. La conformación tiene lugar sin pérdida de material, es decir, no se producen separación y conserva la integridad del material.

Normalmente para esta operación se utilizan tubos de sección circular, aunque también es posible doblar perfiles rectangulares, cuadrados, solidos o extruidos para adecuarse a las especificaciones del trabajo.
Proceso de doblado
Es un proceso aplicado a diversos materiales con el fin de lograr un tipo de geometría determinada sin necesidad de un proceso adicional de corte y unión, para este caso al ser perfiles metálicos se logra al aplicarle al material de superficie recta un esfuerzo superior al límite elástico, en una dirección diferente al eje neutral del elemento, generando así una deformación permanente en el material y de ser bien aplicado el esfuerzo, se observa uniformidad y buen acabado en los elementos conformados.
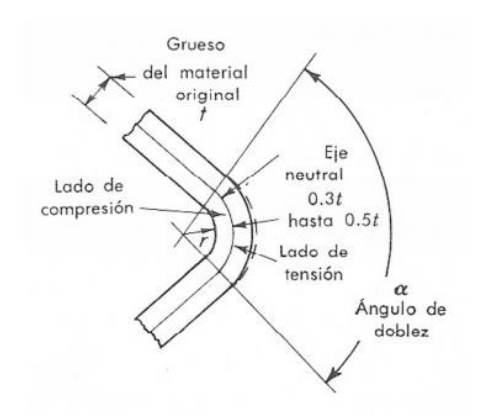
Sin embargo, al aplicar un esfuerzo superior al límite elástico del material, se presenta cierta cantidad de recuperación elástica, teniendo como resultado un ángulo menor al programado o esperado en dicho proceso, este retroceso es mayor a medida en que los radios de curvatura son más pequeños, los perfiles metálicos usados son más gruesos, ángulos de doblez más grandes o materiales más endurecidos.
A la hora de deformar el metal en frio la fuerza se incrementa, esto debido a que la dureza del material aumenta, sin embargo, a la hora de aplicar un diseño para este tipo de procesos se debe tener especial cuidados con velocidades y fuerzas aplicadas ya que no se puede superar el esfuerzo de ruptura del material por que puede generar daños y una disminución considerable de sus propiedades mecánicas.
Doblado manual, con pistón o prensado
Es uno de los procesos más antiguos usados para realizar dicho proceso de conformado en los materiales, en especial en chapas metálicas ya que empleaban toda la fuerza de manera manual usando palancas o elementos que permitieran incrementar la fuerza y así poder obtener un doblado, que para este entonces no era tan preciso y obtenían errores ya que no se realizaba de manera continua, era difícil de repetir y el acabado era burdo, por otro lado se implementó el sistema de pistón hidráulico que permitía mediante unos pivotes generar un doblez gracias a un cabezal que presiona el perfil a doblar, este método, aunque brinda poco control sobre el flujo del metal, es muy rápido.

Se emplea en aplicaciones donde se utilizan tubos gruesos, perfiles laminados o extruidos, siempre que se permita alguna distorsión en la sección de la pieza de trabajo y que sea importante tener una rápida producción. Con las máquinas disponibles en la actualidad, el doblado por prensado con cabeza se aplica a tuberías de 10 a 350 mm de diámetro. Este método funciona con dobleces de hasta 165°, además, se pueden doblar perfiles de pared extremadamente gruesa
Doblado con rodillos
El doblado por rodillos se usa típicamente para doblar radios grandes. El tubo se pasa a través de tres rodillos configurados en una pirámide, y los rodillos aplican cantidades variables de presión para formar el radio de línea central deseado.
Aunque los rodillos necesitan coincidir con el diámetro exterior de la pieza de trabajo, no necesitan conformarse al radio deseado como un dado de doblez. Este método es ideal para dobleces de radio grande, rollos y curvas de radio grande.

Para todas estas aplicaciones, sería impráctico o simplemente imposible construir un dado de doblez grande para otros métodos de doblado.
El doblado con rodillos puede ser mejor si las partes requieren sólo radios grandes. De manera alternativa, si la parte requiere un radio de línea central menor a 8 veces el diámetro exterior del tubo, el doblado con rodillos no es la opción adecuada.
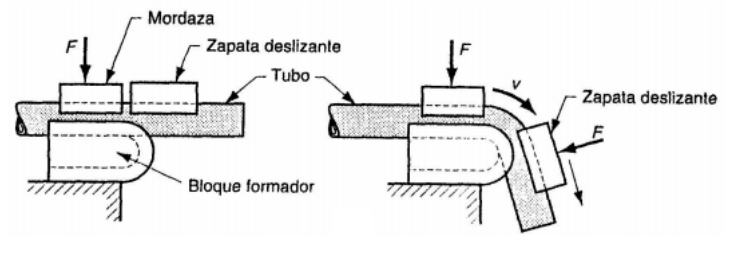
Doblado por compresión
Se utiliza un rodillo o matriz para doblar la pieza alrededor de una matriz de doblado estacionaria con la ayuda de un bloque o un rodillo seguidor. Hay algo más de fuerza de compresión que elongación sobre la pieza de trabajo (aun cuando haya elongación sobre la parte exterior del doblez), y el nombre del método se deriva de este hecho. La figura (5) muestra un diagrama del proceso
Doblado giratorio por arrastre
Para trabajos de precisión, similar al doblez por compresión, pero ahora el dado gira halando la pieza de trabajo por una matriz de presión, el curvado rotatorio domina el mercado del doblado de tubos, especialmente para radios pequeños.
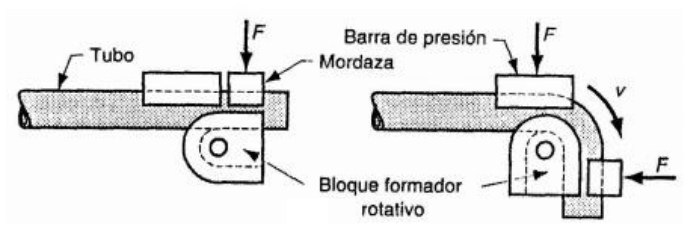
Este proceso proporciona mayor control sobre el grosor de las paredes y la curvatura, ya que se suele utilizar un mandril en el interior y herramientas de precisión en el exterior
Descarga aquí el manual completo





Genial lo que ustedes hacen, de corazón los felicito, si pueden conseguir un curso completo de rebobinado de motores, genial.